





EtherCAT总线协议转换网关案例
EtherCAT转EtherNet/IP协议转换网关实现三菱Q系列PLC与安川Σ-7伺服驱动器连接通讯的配置案例
EtherCAT转EtherNet/IP协议转换网关实现三菱Q系列PLC与安川Σ-7伺服驱动器连接通讯的配置案例
- EtherCAT转EtherNet/IP协议转换网关实现三菱Q系列PLC与安川Σ-7伺服驱动器的实时多轴同步控制
- EtherCAT转EtherNet/IP协议转换网关构建三菱PLC对安川Σ-7伺服的高精度扭矩反馈网络
- EtherCAT转EtherNet/IP协议转换网关打通安川Σ-7伺服与三菱Q系列PLC的安全联锁机制
- EtherCAT转EtherNet/IP协议转换网关实现安川Σ-7伺服坐标数据批量接入三菱GX Works3系统
- EtherCAT转EtherNet/IP协议转换网关驱动三菱PLC与安川伺服的微秒级时钟同步
- EtherNet/IP转EtherCAT协议转换网关构建三菱Q系列PLC与伺服的冗余通信链路
- EtherNet/IP转EtherCAT协议转换网关支持安川Σ-7伺服参数远程写入三菱PLC数据库
- EtherNet/IP转EtherCAT协议转换网关实现多台安川Σ-7伺服与三菱PLC的群控组网
- EtherNet/IP转EtherCAT协议转换网关解决三菱PLC与安川伺服的协议兼容
- EtherNet/IP转EtherCAT协议转换网关实现伺服故障诊断数据直传三菱MES系统

一、案例背景
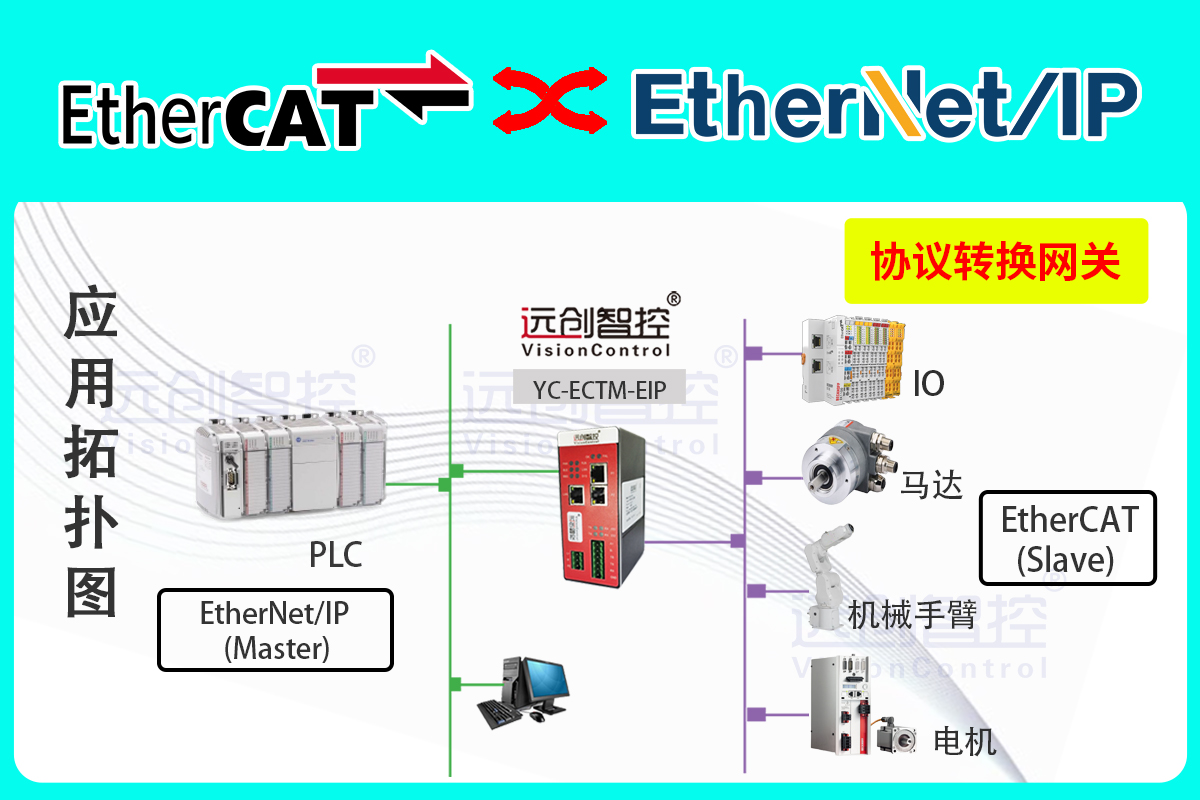
汽车零部件冲压生产线是汽车制造行业中的关键生产环节,对生产效率和产品质量有较高要求。某汽车零部件制造企业的冲压生产线上,采用了三菱 Q 系列 PLC 作为 EtherNet/IP 协议主站,负责生产线的自动化控制和数据采集。而线上的多个安川 Σ - 7 系列伺服驱动器作为 EtherCAT 协议从站设备,用于驱动冲压设备的滑块运动和模具开合。为实现 PLC 与驱动器之间的通信,企业引入了远创智控的 YC-ECTM-EIP协议转换网关解决了EtherCAT转EtherNet/IP协议通讯。

四、设备配置及安装
- 将远创智控YC-ECTM-EIP-网关安装在冲压生产线的控制柜内,连接好电源。
- 使用以太网网线将网关的EtherNet/IP端口与三菱Q系列PLC的以太网接口相连。
- 通过EtherCAT网线将网关的EtherCAT端口与安川Σ-7系列伺服驱动器依次连接,形成EtherCAT网络。
参数配置
- 利用远创智控的配置软件,在 EtherNet/IP 侧,设置网关的网络参数,使其与三菱 PLC 所在网络兼容。添加 PLC 的设备信息,配置通信速率和数据传输方式。
· 确认计算机与PLC已经建立网络连接,PLC上电后,打开 BOOTP DHCP TOOL软件,
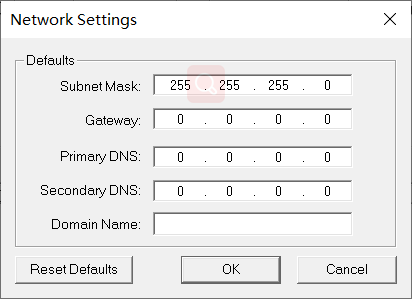
· 如果第一次打开,在“Tools”(工具)下选择“Networks Setting”(网络设置),输入子网掩码;
· 
· 如果网络上存在尚未配置的IP地址的PLC模块,工具对话框将会显示该模块的MAC地址,且不断的被刷新;
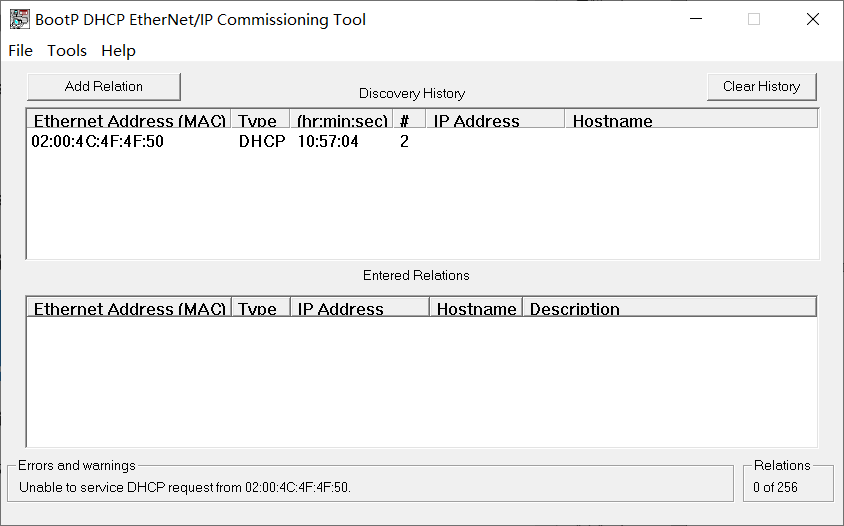
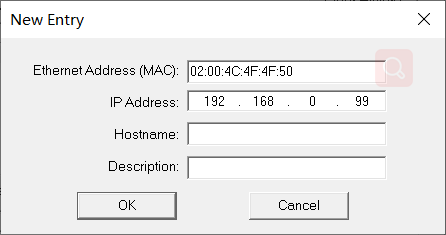
· 双击MAC地址设备请求,弹出“New Entry”对话框,在“IP Address”处填写IP地址,点击OK;
· 
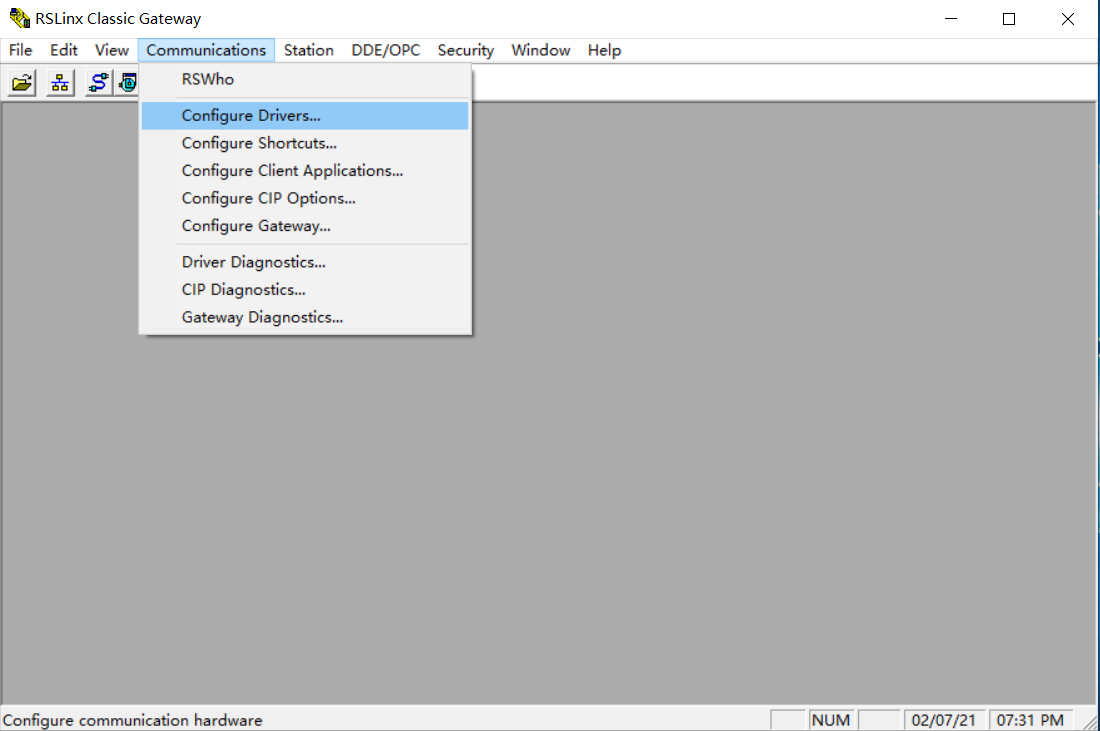
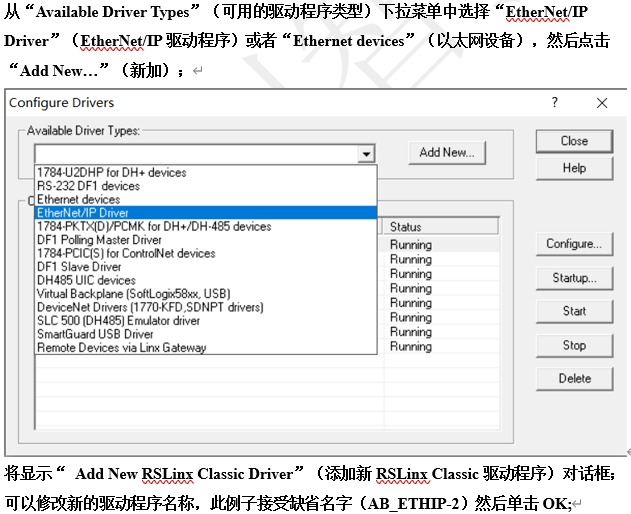
· 双击 图标,打开软件,在RSLinx软件中配置通讯驱动程序,从 “Communications”(通讯)下拉菜单中选择“Configure Drivers”(配置驱动程序),将出现“Configure Drivers”对话框(在添加新驱动程序之前,确认满足以下条件:工作站正确配置工作站的IP地址和其他网络参数,正确连接到EtherNet/IP网络);
图标,打开软件,在RSLinx软件中配置通讯驱动程序,从 “Communications”(通讯)下拉菜单中选择“Configure Drivers”(配置驱动程序),将出现“Configure Drivers”对话框(在添加新驱动程序之前,确认满足以下条件:工作站正确配置工作站的IP地址和其他网络参数,正确连接到EtherNet/IP网络);
- 在 EtherCAT 侧,设置网关的从站地址和通信周期,与安川伺服驱动器的通信参数相匹配。建立数据映射关系,将驱动器的位置、速度、扭矩等参数映射到 PLC 的寄存器中。
五、系统集成与功能实现
- 三菱 Q 系列 PLC 通过远创智控网关对安川Σ-7系列伺服驱动器进行高速同步控制。在冲压过程中,PLC 根据冲压工艺要求,精确控制驱动器的运动,确保滑块的运动速度和位置精度,实现模具的快速开合和冲压动作的准确执行。
- 各伺服驱动器之间的同步误差控制在极小范围内,提高了冲压生产的效率和质量。
六、生产数据统计与分析
- 三菱 PLC 通过网关收集安川伺服驱动器的运行数据,如冲压次数、工作时间、能耗等。企业可以对这些数据进行统计和分析,了解生产线的运行状况和生产效率,为生产管理和决策提供依据。
- 根据数据分析结果,企业可以调整冲压工艺参数、优化设备运行模式,提高生产效率和降低生产成本。
EtherCAT主站协议转换网关
智慧港口倍福PLC和欧姆龙CJ2M系列PLC通过协议转换网关进行通讯去控制DeviceNet从站设备案例
EtherCAT转Modbus RTU 网关:实现通用机械加工异构设备无缝通信
EtherCAT转Modbus RTU:智能仓储AGV与输送线通信互联改造打通汇川控制器与传感器数据链路
EtherCAT转Modbus RTU:工业网关实现倍福PLC与电芯电压传感器通信互联
EtherCAT转EtherCAT协议转换网关实现欧姆龙PLC与汇川PLC通讯的配置案例
快递分拨中心西门子S7-1500PLC通过EtherCAT主站转Profinet工业智能网关与多个伺服驱动器进行通讯解决方案案例
CC-Link IE FB转EtherCAT协议转换网关实现台达伺服与三菱PLC通讯的配置案例
CC-Link IE FB转EtherCAT协议转换网关实现汇川PLC与三菱PLC通讯在机械设备制造厂的应用案例




