





EtherCAT总线协议转换网关案例
EtherCAT转ProfiNet协议转换网关实现西门子1500 PLC与欧姆龙G5系列直线伺服通讯的配置案例
一、项目背景
1. 生产线概况
某德系合资车企新建 MEB 电池壳体高速焊装线,节拍52s/件,兼容4款电池包柔性生产。
2. 控制层现状
· 主线控制器:西门子SIMATIC S7-1518F PN/DP,自带PROFINET IRT接口,负责21套分布式 I/O、视觉及安全系统
· 新增设备:欧姆龙G5系列1.5 kW直线伺服(型号 R88L-EC-FW-1115-ANPC + R88D-KN15F-ECT-L)共 8 轴,用于焊枪浮动机构与激光焊头微进给,驱动器仅支持EtherCAT协议
3. 痛点
两种实时以太网协议帧格式、时钟机制、从站描述方式完全不同,PLC 无法直接管理 EtherCAT 轴;若更换主站或增加 EtherCAT PLC,会造成硬件重复投资、时钟主矛盾与项目延期

二、方案选型
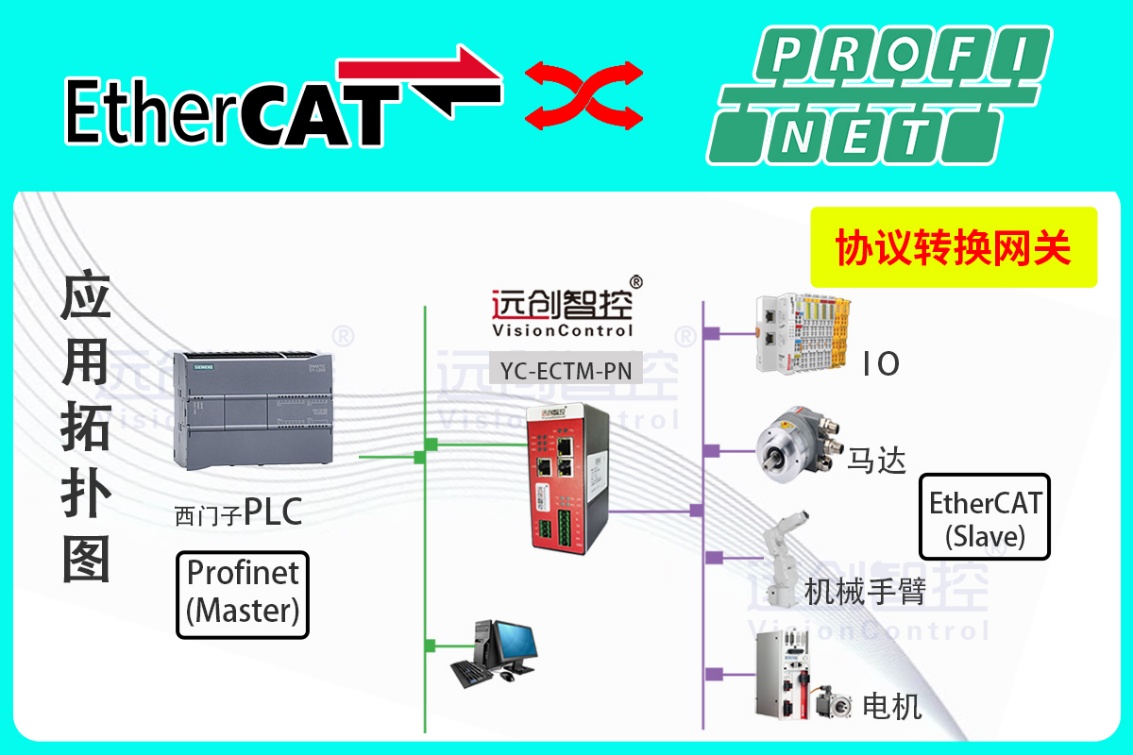
经综合比对,最终采用“远创智控”生产的 YC-ECTM-PN 工业级协议转换网关。
· 网关功能:PROFINET IRT从站↔EtherCAT主站,单设备即可实现双协议栈
· 性能指标:≤1ms周期抖动;支持DC分布式时钟;最大1440 Byte IN/1440 Byte OUT;工作温度 -40 ~ 85 ℃,满足焊装车间强电磁、高粉尘环境
· 认证:CE、UL、PROFINET v2.4、EtherCAT Conformance Test 认证,可直接导入西门子 TIA Portal GSDML 与欧姆龙 ESI
三、网络拓扑与硬件连接
1. 拓扑
S7-1518F←→(PROFINET IRT 环网)←→ YC-ECTM-PN 议转换网关←→(EtherCAT 线型拓扑)←→ 8×R88D-KN15F-ECT-L
2. 接口与线缆
· PROFINET侧:网关 Port1 接入西门子SCALANCE XC208工业交换机,Port2闭环回主站,CAT5e 屏蔽双绞线,M12-D 编码
· EtherCAT侧:网关内置 100 Ω 终端电阻,RJ45 级联伺服;末端驱动器启用 Terminator

3. 供电
24 VDC/200 mA,取自同一冗余电源(Phoenix QUINT 20A),与 PLC 共地,抑制地环流

四、软件组态流程(关键步骤)
A. TIA Portal 侧
1. 导入GSDML文件“JM_ECTM_PN_V2.3.xml”,拖拽至设备视图,分配设备名“Gateway_ECTM”
2. 设置IRT周期2 ms,Input 120 Byte、Output 120 Byte,映射 8 轴控制字、状态字、位置、速度、扭矩
3. 在“设备诊断”中勾选“同步域”,确保 PLC 作为 PROFINET 时钟主,网关作为同步从站
B. EtherCAT 侧
1. 打开 ECSP 配置工具(随网关提供),扫描自动识别 8 台 R88D-KN15F-ECT-L
2. 设置循环周期 1 ms,DC 模式 125 μs 抖动窗口;PDO 映射选用 CSP(循环同步位置)模式,每轴 4×32 bit 目标位置/速度/扭矩/附加指令
3. 启用“分布时钟输出补偿”,让伺服插补脉冲与 PROFINET 时钟同步,减少位置超调
4. 一键下载配置至网关并保存为 .xml,重启后进入 OP 状态
C. 数据映射表(节选)
PLC → 网关:
Byte 0~1 Axis1 Control Word
Byte 4~7 Axis1 Target Position (INT32)
...
Byte 60~63 Axis8 Target Torque (INT16)
网关 → PLC:
Byte 0~1 Axis1 Status Word
Byte 4~7 Axis1 Actual Position (INT32)
...
Byte 60~63 Axis8 Actual Current (INT16)
五、调试与优化
1. 时钟同步测试
使用 Wireshark 抓取 PROFINET & EtherCAT 同一镜像端口,观察 DC 时间戳差值 < 50 ns,满足激光焊 ≤ 0.1 mm 轨迹精度要求
2. 伺服整定
在欧姆龙 Sysmac Studio 中导入直线电机参数,自动推算负载惯量比 0.8,位置环增益 Kp 80 (1/s),前馈 60 %;通过网关实时读取实际扭矩,峰值限制在额定 300 %,避免电池壳体压伤
3. 故障冗余
开启网关“快速站释放”功能,任意一轴驱动器掉线,PLC 在 4 ms 内收到诊断报警,立即启动回退程序,防止焊枪撞件
4. 产能验证
连续空跑 2 h,节拍稳定在 50.8 s;带载 8 h,焊缝一次合格率由 97.2 % 提升至 99.6 %,节拍损失 0.3 s,完全满足 52 s 目标
六、实施效果
· 工程周期短:从到货、布线、组态到试生产仅 3 天,比原计划“新增 EtherCAT PLC”方案提前 12 天
· 柔性扩展:网关支持最多 16 个槽位,后续新增视觉或拧紧轴无需再购协议转换设备,仅需在 ECSP 中扫描下载即可
· 运维简化:通过 TIA Portal 统一诊断,网关自带 Web 监控,可远程查看 EtherCAT 拓扑、PDO 在线值,平均故障定位时间由 30 min 缩短至 5 min
七、总结
借助远创智控YC-ECTM-PN协议转换网关,该焊装线在不改变原有 PROFINET 架构的前提下,快速、低成本地接入高性能 EtherCAT 直线伺服,充分发挥了西门子PLC的综合调度能力与欧姆龙 G5 系列伺服的纳米级轨迹跟踪优势,为整车厂柔性制造与后续数字孪生升级奠定了坚实基础。该模式已复制到企业另两条电池壳体线,并计划推广至车门激光焊、高速冲铆等更多混合协议场景。
EtherCAT主站协议转换网关
ProfiNet转EtherCAT工业网关实现倍福PLC与西门子远程I/O模块等通讯应用案例
EtherCAT转ProfiNet智能网关将欧姆龙NJ501指令转换至罗克韦尔1734-AENT读取封口温度与包装计数
智慧港口倍福PLC和欧姆龙CJ2M系列PLC通过协议转换网关进行通讯去控制DeviceNet从站设备案例
EtherCAT转Modbus RTU 网关:实现通用机械加工异构设备无缝通信
EtherCAT转Modbus RTU:智能仓储AGV与输送线通信互联改造打通汇川控制器与传感器数据链路
EtherCAT转Modbus RTU:工业网关实现倍福PLC与电芯电压传感器通信互联
EtherCAT转EtherCAT协议转换网关实现欧姆龙PLC与汇川PLC通讯的配置案例
快递分拨中心西门子S7-1500PLC通过EtherCAT主站转Profinet工业智能网关与多个伺服驱动器进行通讯解决方案案例




