





西门子PLC以太网模块
PPI转以太网模块帮助西门子S7-200PLC实现新能源锂电池制造多设备高效通讯案例
一、项目背景与痛点分析
在新能源锂电池制造行业的智能化升级进程中,某企业的涂布、分切等核心生产设备仍采用西门子S7-200PLC进行控制。该系列PLC作为经典款工业控制器,虽具备稳定的逻辑运算能力,但存在一个关键短板——无原生以太网接口,仅支持PPI串口通讯。这一硬件限制直接导致设备无法接入车间以太网网络,形成数字化转型的“物理断层”:一方面,上位机需通过专用PPI电缆与PLC连接,无法实现远程数据采集;另一方面,现场操作的触摸屏也必须依赖PPI总线单独通讯,既不能与上位机共享数据通道,也难以融入工厂级的以太网监控系统,严重制约了生产数据的实时交互与集中管理。
二、解决方案实施过程
1.硬件架构搭建
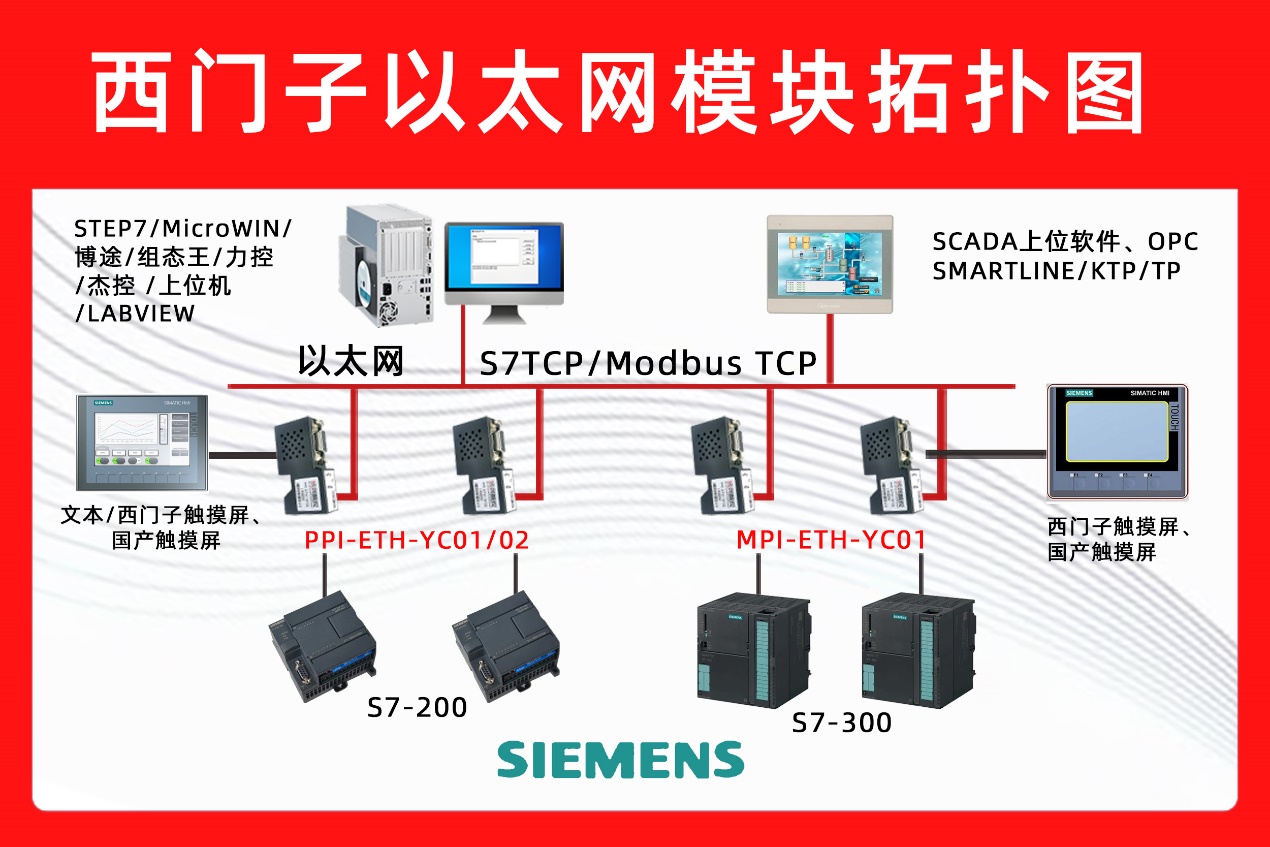
选用远创智控PPI-ETH-YC02以太网模块作为核心转换设备,该模块专为西门子S7-200系列设计,具备PPI协议与以太网协议的双向转换能力。具体连接方式如下:
将PPI转以太网模块的PPI接口通过DB9串口线直接接入S7-200PLC的PPI通讯端口,实现物理层连接。
模块的以太网口通过工业交换机分别连接上位机(安装组态王监控软件)和国产品牌触摸屏(选用昆仑通态TPC1061Ti),形成星型网络拓扑。
为模块分配固定IP地址(192.168.0.10),确保与上位机(192.168.0.11)、触摸屏(192.168.0.12)处于同一网段。
2.软件参数配置
PLC侧设置:在STEP7Micro/WIN软件中保持PPI通讯参数默认值(波特率187.5Kbps,无奇偶校验),无需修改原有控制程序。
模块配置:通过浏览器登录PPI-ETH-YC02的Web配置界面,将工作模式设为“PPI服务器”,并映射PLC的V区寄存器(如V0.0-V200.0)至以太网数据区。
上位机配置:在组态王中添加“ModbusTCP”设备驱动,输入以太网模块IP地址及端口号(默认502),建立与PLC寄存器的对应关联。
触摸屏配置:在昆仑通态MCGS软件中选择“西门子S7-200PPI”驱动,通讯方式设置为“以太网”,指向模块IP地址完成变量绑定。
3.系统联调验证
进行数据双向传输测试:上位机发送启停指令,PLC执行动作后,触摸屏实时显示状态变化,验证通讯链路完整性。
测试多设备并发性能:同时通过上位机采集100组数据、触摸屏修改20个参数,监测到通讯延迟稳定在30ms以内,无数据丢包。
模拟工业环境干扰:在设备旁运行高频电机,持续1小时通讯无中断,验证抗干扰能力。
三、产品功能亮点解析
1.PPI协议深度兼容与透明转换
PPI转以太网模块内置专用PPI协议处理芯片,可精准解析西门子S7-200PLC的PPI通讯帧结构,实现PPI协议与以太网协议的双向透明转换。无需对PLC原有程序进行任何修改,即可保留原有的PPI通讯逻辑,确保控制流程的连续性。同时支持187.5Kbps、9600bps等多档PPI波特率自适应,兼容不同型号S7-200PLC的通讯需求。
2.多主站并行通讯能力
具备8路TCP并发连接处理能力,可同时接入上位机、触摸屏等多个主站设备,实现多节点对PLC的并行访问。通过时分复用技术对PPI总线资源进行智能调度,避免主站矛盾,确保上位机数据采集与触摸屏现场操作的实时性,数据交互延迟可控制在50ms以内。
3.便捷化配置与工业级可靠性
搭载Web可视化配置界面,支持通过浏览器完成IP地址、寄存器映射、通讯参数等设置,无需安装专用配置软件,1小时内即可完成整套系统部署。硬件采用-40℃~75℃宽温设计,内置电源反接保护、浪涌抑制电路,可抵御工业环境中的电磁干扰,平均无故障工作时间(MTBF)达10万小时以上。同时支持在线状态监测,可实时反馈PPI总线通讯质量、以太网连接状态等关键信息,便于快速排查故障。
四、应用效果对比
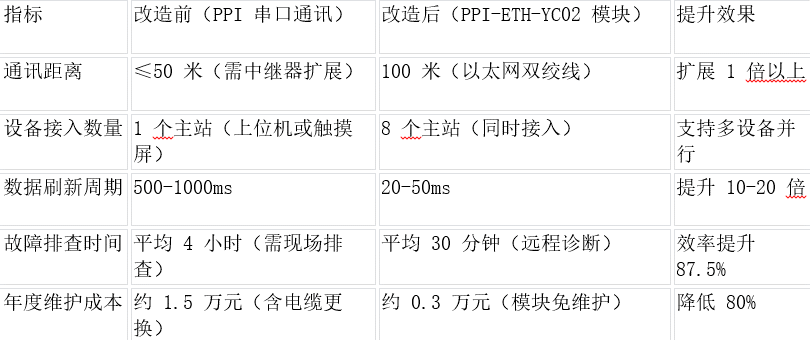
在实际生产中,该方案展现出显著优势:通过昆仑通态触摸屏修改涂布机温度参数后,上位机能立即捕获数据变化并生成趋势曲线;当PLC出现异常时,以太网模块可主动向上位机发送报警信息,配合触摸屏的本地提示,实现“远程+现场”双重监控。

五、总结
本案例通过远创智控PPI-ETH-YC02以太网模块,精准解决了西门子S7-200PLC无原生以太网接口的核心痛点,为新能源锂电池生产线搭建了高效的通讯桥梁。方案的核心价值在于:以低成本方式实现了PPI协议与以太网的无缝对接,既保护了企业原有设备投资,又满足了智能制造对多设备协同、数据实时交互的需求。
特别是与昆仑通态等国产品牌触摸屏的兼容适配,不仅降低了系统集成成本,更体现了国产工业通讯产品在兼容性与性价比上的优势。该方案可广泛应用于食品加工、包装机械等仍在使用S7-200PLC的行业,为老旧设备的智能化改造提供了经济可行的升级路径。
有什么技术问题请与付工留言交流










